Profilbøjning: effektive og sikre metoder

Bøjning af rør udføres i byggeri, forsyningsvirksomheder, energi, olie og gas, vand og mange andre områder under installationen af rørsystemer, fremstilling af bygningsstrukturer, produkter til forskellige behov hos befolkningen og byområder. Generelt er det umuligt at tælle alt, men det er godt at vide, hvordan man bøjer rør. Andre metoder kan være nyttige i husstanden.

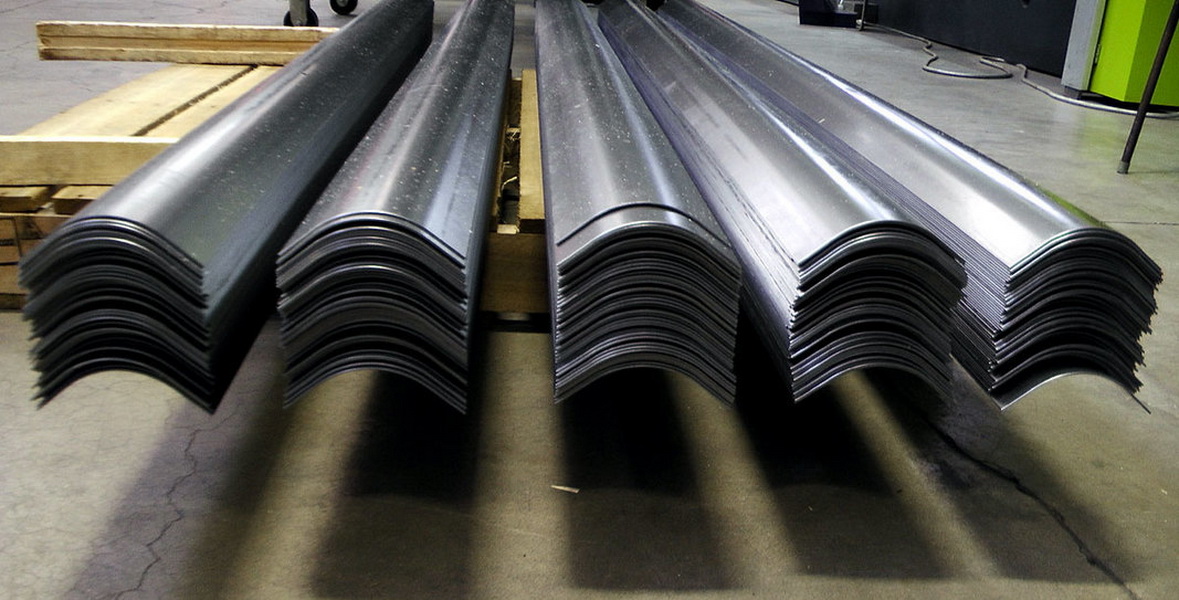
Typer af produkter
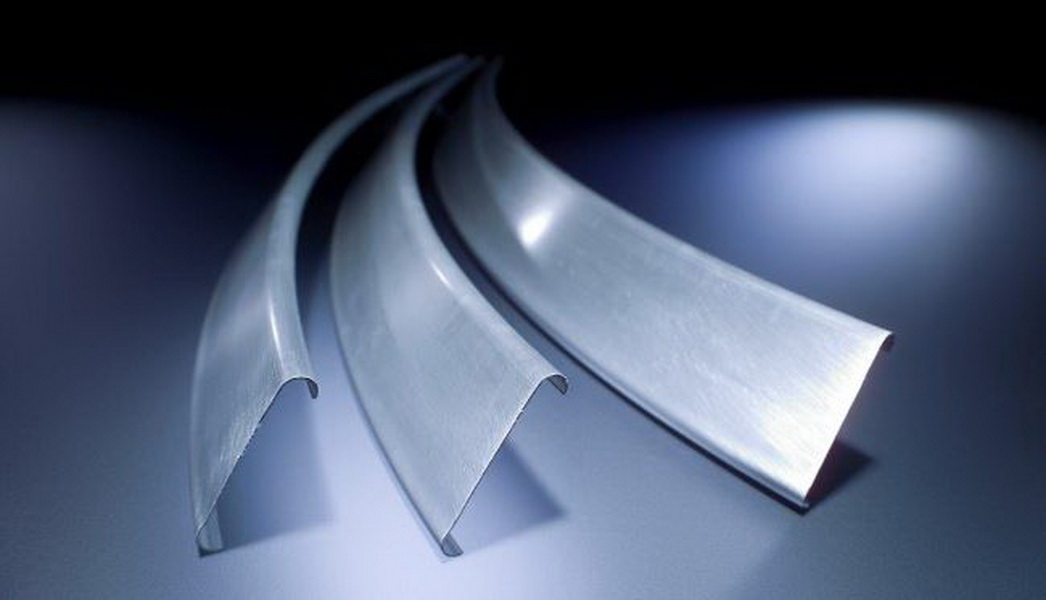
Produkter af profilrørruller er repræsenteret af en række metalrør af forskellige konfigurationer i tværsnit af tværsnittet. De kan være meget forskellige, men forskellige fra runden, det vil sige ikke-standardform: ovoid og flad-oval, rektangulær, der ofte har en firkantet konfiguration med afrundede hjørner og endda flerfacetterede. Runde bruges smalt - hovedsagelig til opførelse af vandforsyning og kloaknet.





Profilerne af kvadratiske og rektangulære former er mere efterspurgte på markedet. På grund af det faktum, at det er nemmest at fastholde noget materiale på en flad væg, bliver de populært brugt til opførelse af industri- og boligbyggeri. Et sådant element har øget styrke og er en forstærkning i bygningen. Profilen klare sig godt med øjeblikkets belastninger (bøjningsbelastninger), og derfor er de et godt valg til brug ved opførelsen af metalrammen af bygninger med forskellige formål.




Produkterne produceres i en bred vifte af størrelser afhængigt af typen af metal. For eksempel kan kobber findes i en serie tykvæggede profiler af stor værdi af snitområdet, i modsætning til aluminium. Møblerne er lavet af tynde vægge rustfrit stål. Materiale til fremstilling bliver ofte højt eller lavt legeret stål. Firkantede rør adskiller sig fra hinanden i produktionsmetoden: de er elektroweldede, koldvalsede og varmvalsede, sømløse. Et særligt træk ved svejsning er tilstedeværelsen af et inertgasmedium, men der er en anden måde - induktionssvejsning.



Egenskaber
Produkter fra et profilrør har ikke en stor vægt, så det er nemt at lave og ikke på en kort periode skabe ikke-buede strukturer. Dette er uundværligt for opførelsen af en række drivhuse og lave drivhuse.




Byggeri med brug af metalrammer er vigtigt ikke kun for sommerboere og gartnere. Ofte opstår behovet for at bruge sådanne byggematerialer fra byboere, hvis de ønsker at arrangere et privat territorium ved siden af huset. For eksempel kan du hurtigt og billigt installere et havepavillon, en overdækket terrasse eller en polykarbonat baldakin - det er ret almindeligt i moderne byer.




Profileprokat bruges også til opførelse af trapper og rækværk. Det sker ofte, at standardkonfigurationen ikke er egnet til en bestemt type design, her er det nødvendigt at være fleksibel med brug af specialudstyr eller nogle tricks. Om dette lidt senere.




Rør fremstillet i produktionen har visse specificerede geometriske parametre, som efterfølgende påvirker plastens egenskaber. Vægtykkelsen og det tværgående område påvirker en sådan parameter som den mindste bøjningsradius.Det angiver afrundingsværdien, hvor der ikke opstår mekaniske skader.
Deformation af stålprodukter er ikke så simpelt som det kan synes ved første øjekast. Det kræver et vist sæt viden, evnen til at vælge den rigtige teknologi og udstyr. At give det nødvendige udseende er ikke essensen af vores arbejde, mens du udfører det, er det nødvendigt at bevare vigtige parametre - vægtykkelse, opretholde lineære dimensioner og ikke forstyrre driftsmuligheder. Følgende belastninger virker på emnet som følge af kraftpåvirkning: På indersiden - kompressionskraften, på spændets ydre (ydre) kraft. Perceiving deres handling, er elementet deformeret, modtager en hel eller delvis bøjning.
Men på grund af detaljernes særlige forhold må vi stå over for nogle problemer.
- Tab af justering på grund af forandring af form. Dette betyder, at de rørformede segmenter kan være i forskellige planer, hvilket er uacceptabelt. Eksperter årsagen til dette fænomen udsender det forkerte valg af bøjningsmetoden.
- Den ydre murens ruptur. I processen med at strække metalbrudene, hvis belastningen overstiger det beløb, den kan modstå.
- Som følge af den ujævne sammentrækning af indervæggen er der dannet folder, der ligner en korrugering.

Tilbage til den tidligere form af lavlegerede og carbonlegeringer, der har en høj elasticitetskoefficient. Efter bøjning synes mange elementer at være "fjedrende", og produktet efter et sådant fænomen skal justeres til de ønskede dimensioner, hvilket kan komplicere arbejdet. For at slippe af med uønskede problemer og yderligere arbejde er det nødvendigt at bestemme værdien af plastikmomentets materialebestandighed, og tage højde for denne parameter, udfør bøjningsproceduren. Det skal bemærkes, at jo mindre vinklen er, jo mindre er den elastiske konsekvens.

instrumenter
Bærbare ProfileBibs
Det er meget bekvemt at bøje straks på installationsstedet. For at opnå dette er det mere rationelt at bruge en bærbar rørbender.

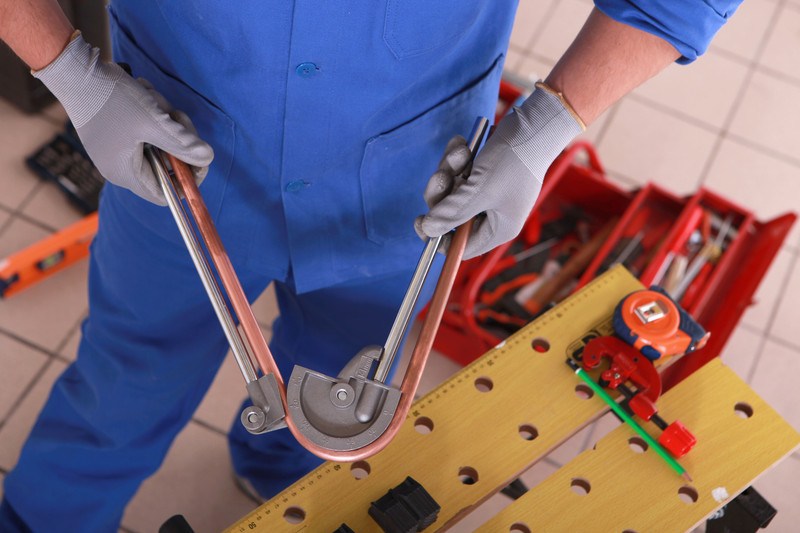
Lever ProfileBibs
Ved anvendelse af denne enhed sker bøjning af profil udelukkende gennem en persons mekaniske kraft. Dette gøres mulig ved tilstedeværelsen af en gearing på anvendelsen af en kraft af betydelig størrelse. Dele af plastmetaller og rustfrit stål, hvis tværsnit ikke er mere end to centimeter, kan bøje til 180 grader.
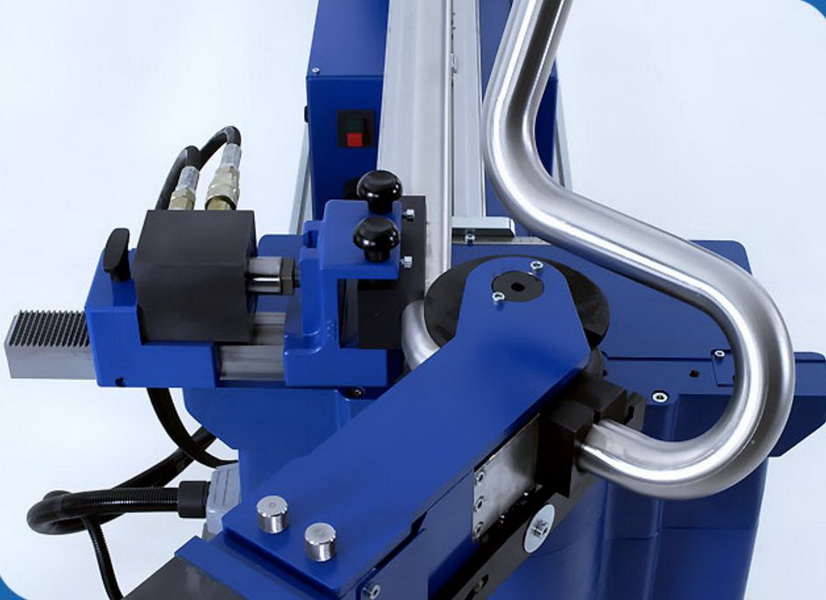
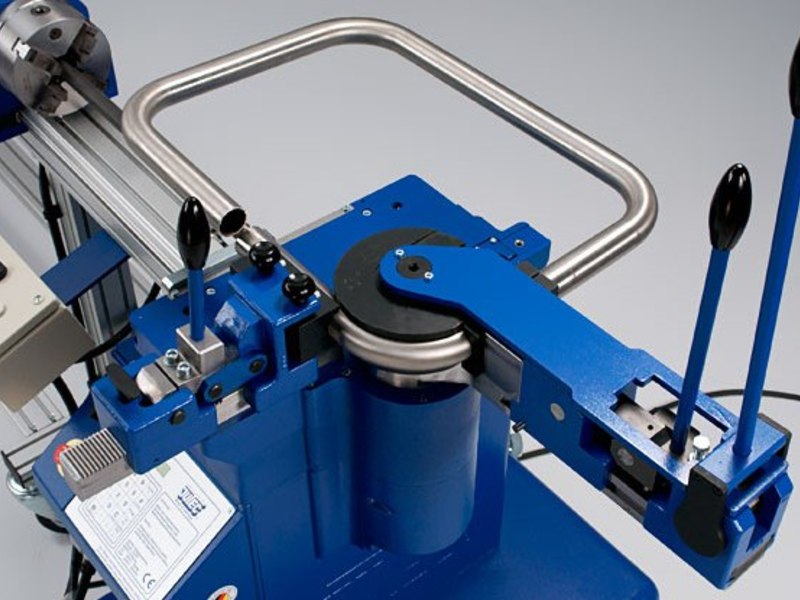
Rørbøjningsmaskiner
Et sådant værktøj består af følgende dele:
- bøjningselement;
- en bevægende chopik forbundet til en buesko
- To understøtningsdele roterer rundt om deres egne akser, hvorpå den bøjede del er placeret.

Enheden kan være med en mekanisk (skrue) konfiguration, hydraulisk med manuel styring eller med et elektrisk drev. Sådanne letbærbare enheder bøjer let 90 graders vinkel til metalprodukter fremstillet af plastmateriale med et tværsnit på op til 100 mm.
hydraulisk
Ved produktion og husholdning er hydrauliske anordninger med manuel eller mekanisk eksponering mere almindelig.
Vi opregner deres fordele:
- Store mængder, der kan udføres i forhold til mekanisk profilegib.
- En mulighed for at vælge den lodrette eller vandrette rørbender, der går ud fra arbejdsforholdsforhold og bekvemmelighed i arbejdet.
- Nem at udskifte slag (reservedele til angivelse af vinklen).
- Eksistensen af enheder, der samtidigt bøjer flere installationer på én gang, hvilket reducerer tiden væsentligt.
- Eliminering af vanskeligheder i arbejde selv for begyndere.
- Tilstedeværelse af et rør, der beskytter mod glidning og udstyr, advarsel mod skade.
- Den enkle hånd reparation i hjemmet.

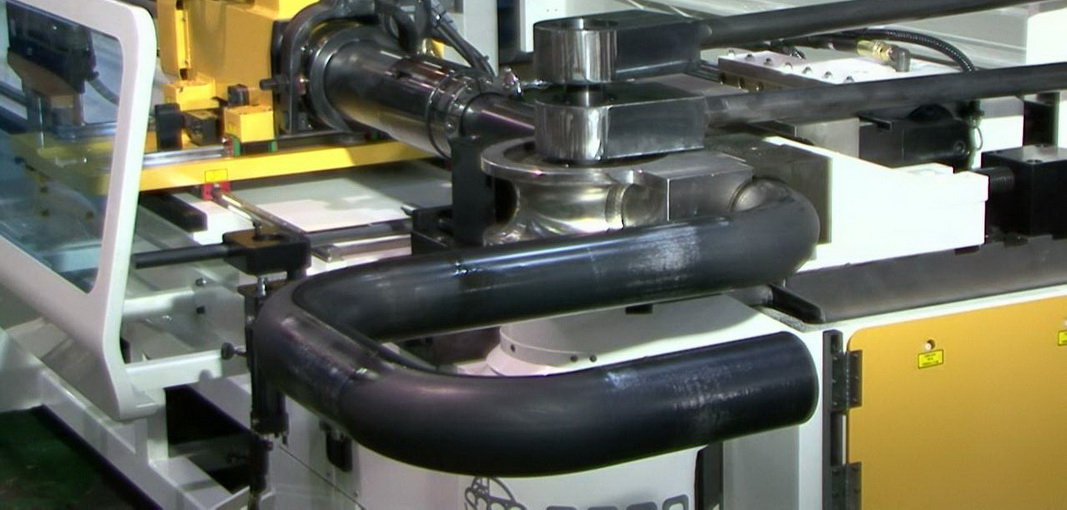
Elektriske rørbenders
De bøjer metalprodukterne placeret på bøjningskomponenterne, hvilket, afhængigt af radius, er muligt at ændre. På sådanne anordninger er der en drejelig dorn, som hjælper dem med at ændre produktet. Hvis der ikke er elektrisk strøm, fungerer enheden fra et internt batteri.
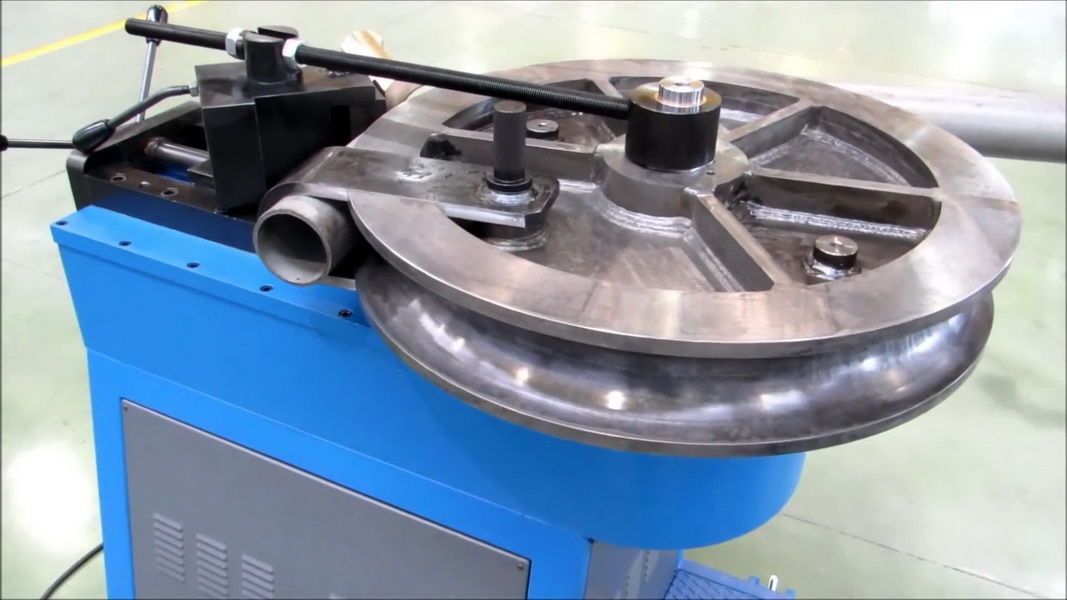
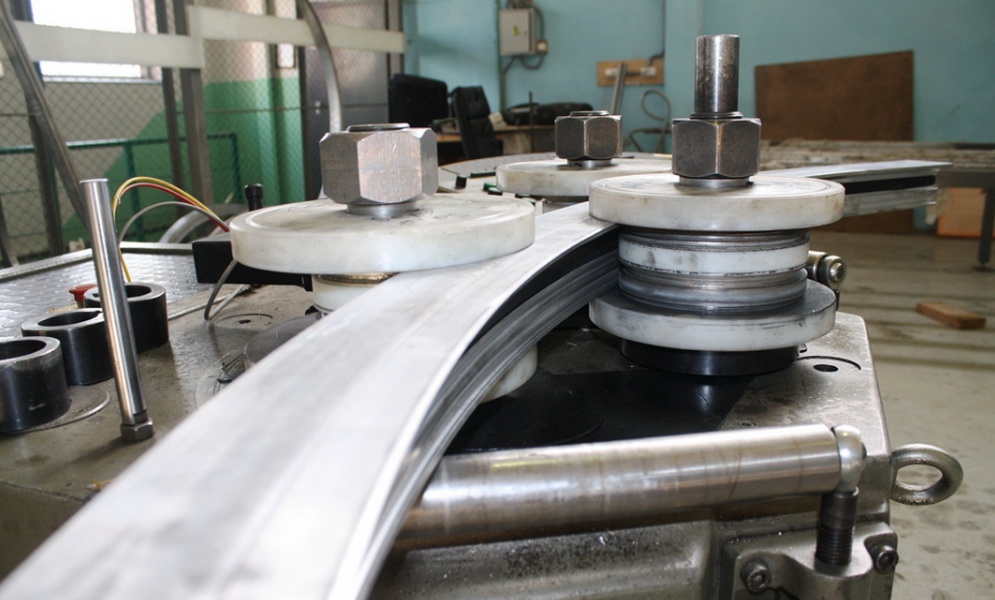
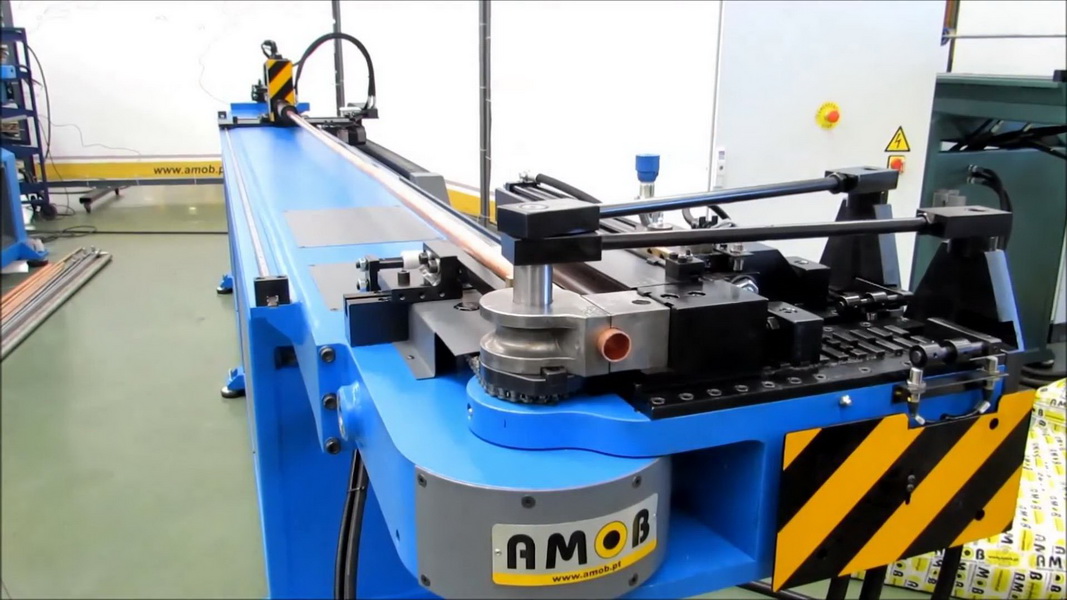
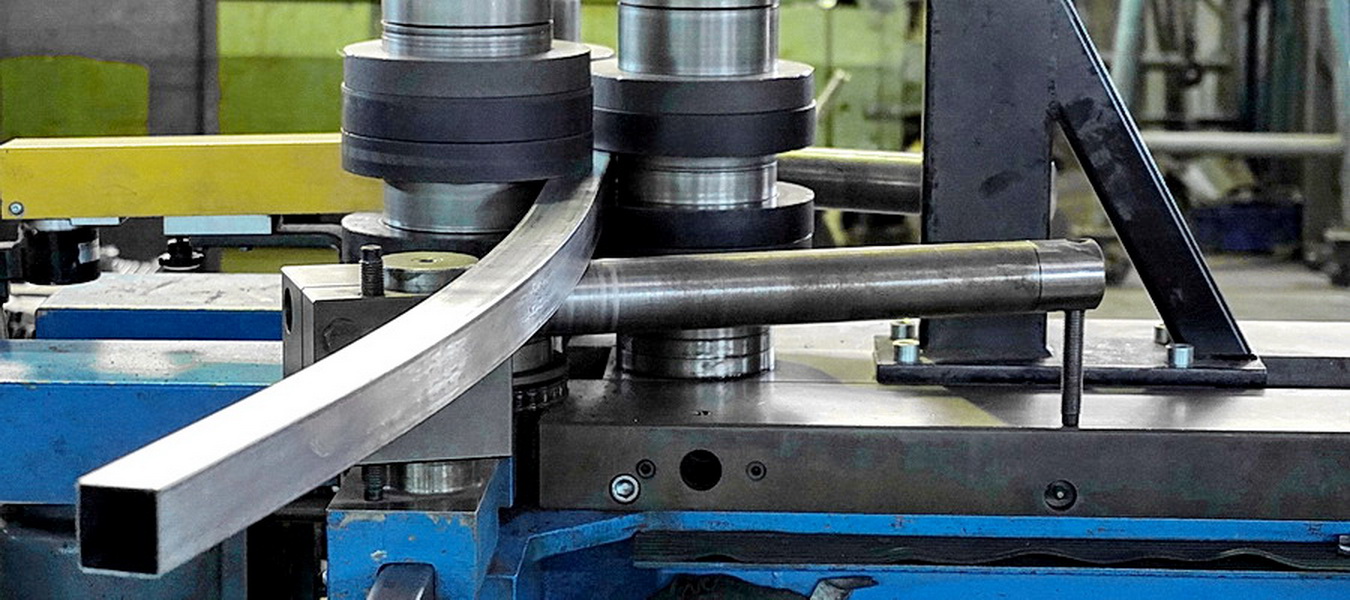
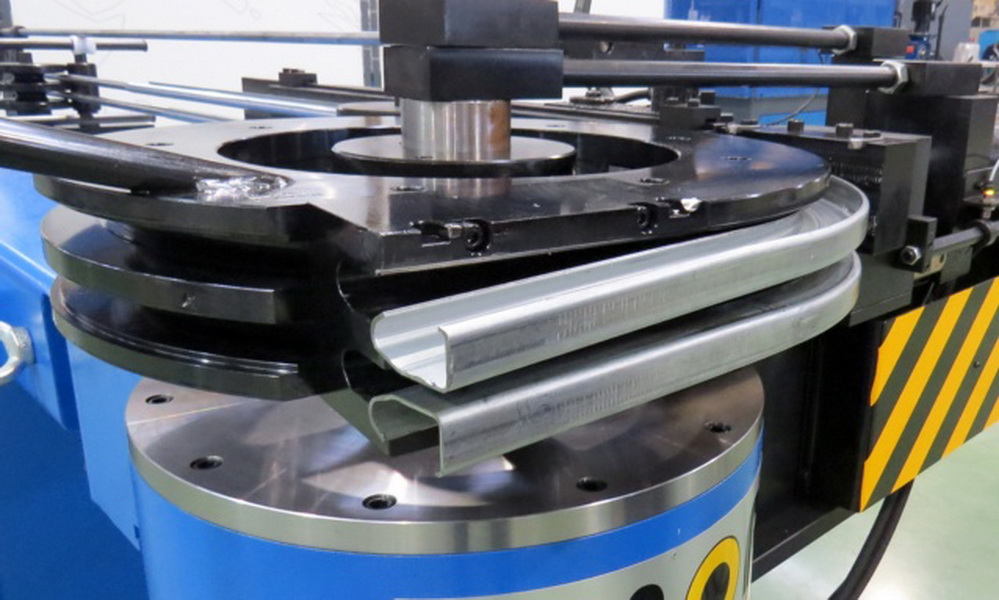
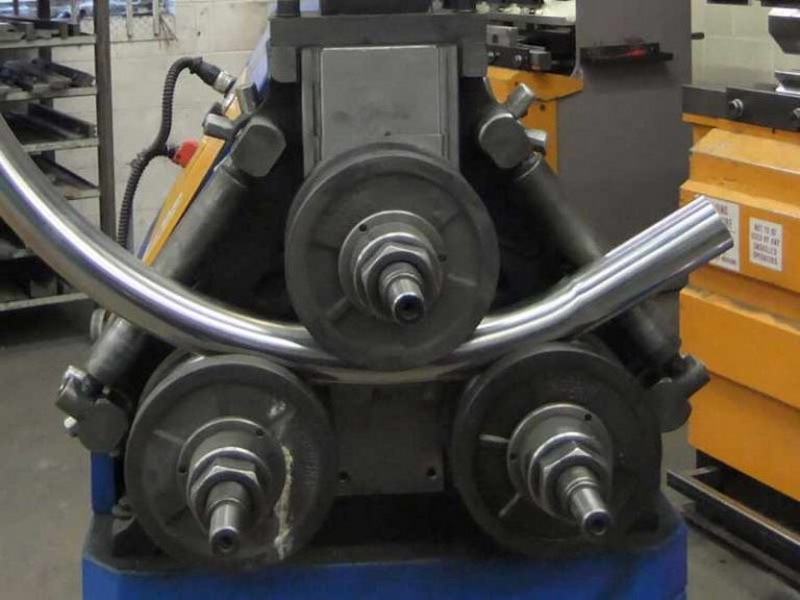
Maskine bøjning
Når koldmetoden kaldes rullende, skal du bruge en standardrullefabrik med tre rullelejer (rulle). Formen og radius af bøjningen ved udgangen afhænger af valg og installation af den ønskede form og størrelse. Denne maskine er i stand til at bøje sig til dele fra ethvert materiale og enhver konfiguration - den klipper ikke kun med firkantet, men også med trekantede sektioner og mere kompliceret. Ved hjælp af sådant udstyr er det muligt at deformere arbejdsemnet med maksimal længde, hvilket er meget vigtigt, og få også et produkt bøjet 360 grader (i en ring). Metoden til rulning er defineret som den mest generelle type deformation, derfor er udstyret tilhørende det universelle.
Derudover giver maskinen mulighed for at indstille en bestemt vinkel, hvilket øger nøjagtigheden under installationen. Vinklen kan styres manuelt eller på CNC-maskiner (med informations-numerisk styring) numerisk med den efterfølgende processtyring. På sådanne maskiner udføres produktion af håndklædetørrer i hvert hus. Ved fremstilling af rør til opvarmede gulve skal man også kontakte maskinens udstyr. Det har en storskala produktion af komponenter til spiraltrapper, verandaer, forskellige former for hegn og dekorative elementer, der blot tjener til at dekorere interiøret.
De positive sider af sådanne enheder er følgende muligheder.
- Evnen til at undgå unøjagtigheder, når du arbejder med subtile detaljer, i modsætning til manuelle enheder, giver ofte en skarp bøjning i stedet for en glat buet linje i konturen.
- Nøjagtighed. Et obligatorisk kriterium i en seriøs konstruktion er denne genstand. Igen sammenlignes ingen andre typer mekanismer og metoder til disse typer arbejde ikke med professionelle maskiner. Ved fremstilling til salg er det også umuligt at undvære denne fordel.
- Nå med høj hastighed for at få det færdige produkt. Den gennemsnitlige hastighed af profilens bøjning er trods alt 0,2-0,3 m / s.
- Autonomi. Udstyrets evne til at fungere uden menneskelig indblanding i vores århundrede er ikke længere en innovation, men kun en nyttig, men et sted er det et væsentligt supplement til andre egenskaber.
- Potentialet for at lave store mængder.

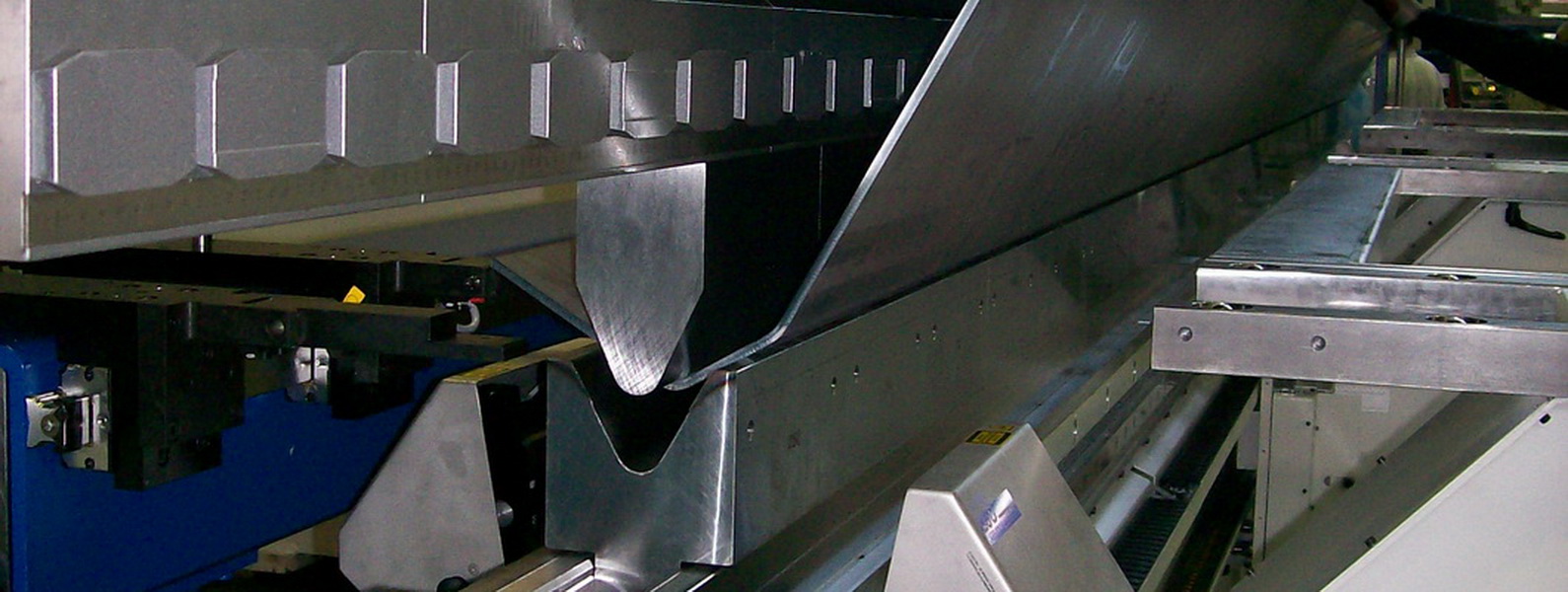
Der er stationære profilbøjningsenheder, der drives fra 380 V-net, sådan er de ikke egnet til personlig brug. For ikke at foretage et fejlagtigt køb skal du omhyggeligt undersøge produktets egenskaber. Rollforming installation er en meget effektiv ting, men også dyr. Derudover er brugen af sådant udstyr kun muligt på fabrikken.
For at opnå højere kvalitetsdele anvendes der ofte dornbøjning, hvilket er muligt ved arbejde med stort set enhver enhed. Om hende i orden. Dorn er en stiv eller fleksibel del placeret inden for det bøjbare segment i stedet for yderligere bøjning. Efter at have ændret produktets form, det viser sig at være glat, har ingen folder og andre fejl. Et sådant sæt fordele ved fremgangsmåden efterfølges af en signifikant reduktion i afvisningsraten ved produktets udgang.
midler
Der er to metoder til radial profil bøjning: kold og varm (med forvarmning). Ud over adskillelsen af fremgangsmåder efter temperaturtype, der er mange flere typer relateret til mekanisering og det anvendte udstyr, for eksempel bøjning:
- løber ind
- sår;
- tegning;
- metode til tre-ruller rullende;
- ved hjælp af to understøtninger;
- strækningsmetode;
- ved anvendelse af internt hydrostatisk tryk
- trækker gennem dysepladen med en buet akse;
- gennem kopimaskiner.
Valget afhænger af, om den varme eller kolde mulighed vil fungere.
Med en kold ydelse kan dette opnås med flere muligheder.
- løber i (diameter op til 70 mm, med lave krav til rundhed af sektionen ved bøjningen);
- vikling (diameter op til 20 mm);
- trækker (til tyndvægget);
- med to understøtninger (diameter op til 300 mm).
Den kolde ene nærmer sig en lille diameter, og den kolde metode vil ikke være i stand til at bøje produktet, for eksempel i en vinkel på 45 grader. Opvarmning forbedrer metalets deformationsegenskaber, og ved at forøge plasticiteten bliver det lettere at arbejde. Forvarmning forårsager ikke problemer med ægteskab i form af revner, restskader, korrugeringer og andre konsekvenser. I store industrier udføres opvarmning af højfrekvente strømme (HDTV). Hvis der er en lille sektion, er det muligt at bruge håndholdte bærbare værktøjer, for et stort afsnit, sådan et alternativ er ikke relevant, her anvendes mekaniseret udstyr.
Ud over disse nuancer er det værd at huske fænomenet af elastiske konsekvenser. Det betyder evnen til delvist retur af emnet efter deformation til sin tidligere form. Værdien afhænger af materialetype og dimensioner af profilen, temperaturmetoden og arbejdstypen - manuelt eller på specialudstyr.
Udover de ovennævnte teknikker kan du i hjemmet udføre processen ved hjælp af udstyr, der er let at lave selv. Afhængigt af de oprindelige egenskaber og det ønskede kredsløb er der nok muligheder for at spare på dyrt udstyr. Nedenfor er nogle eksempler.
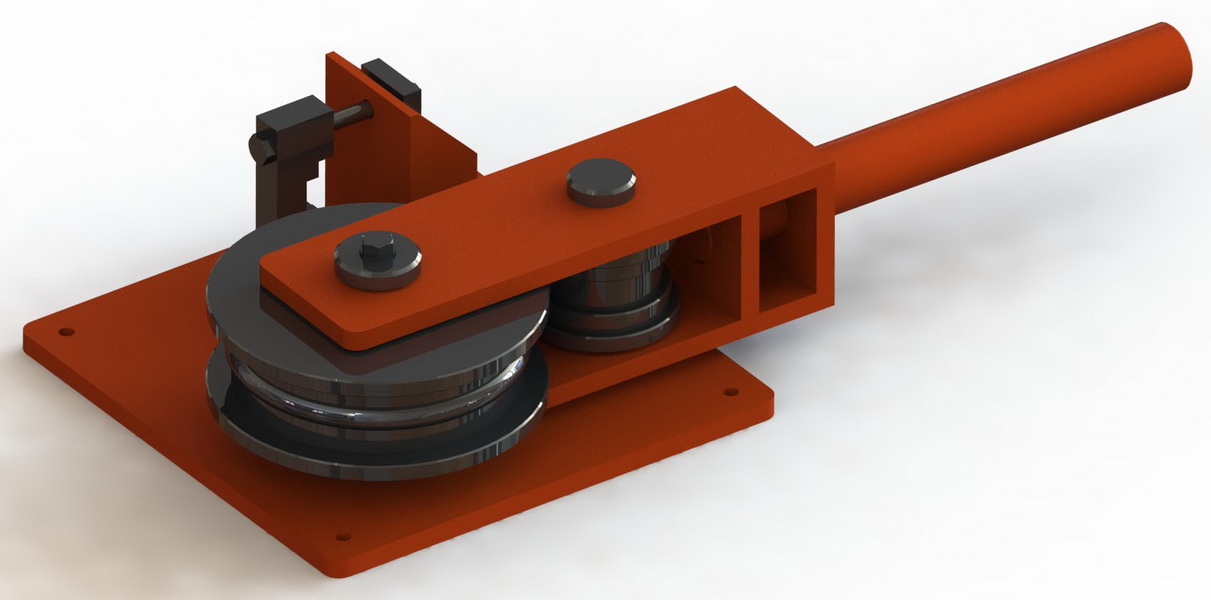
Hjemmelavet rullebaseret mekanisme
Dette er den nærmeste version til den oprindelige rulle profilegib. For at oprette det skal du købe 2-4 videoer. Det skal bemærkes, at deres bredde lidt overstiger produktets bredde. For at få resultatet skal du rette det horisontalt, så rullerne har mulighed for at rotere frit, skal de være så afstand fra hinanden, at de ikke forstyrrer røret gennem systemet uden forhindringer.

Denne gør-det-selv-assistent giver dig mulighed for at bøje produktet rundt om cirklen. Hvis der er behov for at opnå en vis vinkel, skal systemet bestå af tre roterende cylindre. Mens en af dem er ønskeligt at forlade justerbar. Forstærkningselementet er placeret mellem rullerne, og personen, der styrer processen, begynder at rulle.
Brug af "slibemaskinen" og svejsemaskinen
Hvis opførelsen af en sådan mekanisme er umulig på grund af økonomi, tid, færdigheder eller andre grunde, er der mere forståelige variationer. Men anvendelsen af svejsemetoden tager betydeligt tid og kræver arbejdskraft.
Sekvensen af værker er som følger.
- Først og fremmest anbefales det at beregne det tilladte og bestemme selv den nødvendige bøjningsradius.
- Påfør produktets tværgående mærker, som yderligere skæres for yderligere tilslutning. Jo glattere overgangen i den bøjede del er nødvendig, jo oftere er det nødvendigt at lave mærker.
- Lav udskæringer af tre udvalgte sider (kanter) med tegnede tegn. Den fjerde side bør ikke røres.
- Efter skæring bøjes produktet til den ønskede krumning. For at forbedre nøjagtigheden kan du lave et stykke. For eksempel forberede en trædel med den ønskede bøjning. Vedhæft den ikke-savede side af den rullede til den buede kant af skabelonen, fastgør og bøj derefter feltet for at matche bøjningen af skabelonen.
- Svejs sagene omhyggeligt og pålideligt.
- Svejs områdene omhyggeligt, så overfladen af delen bliver glat uden fremspringende sømme.


Med et stort snitområde er denne metode, i mangel af andre, mere egnet end nogensinde.Men denne metode er anvendelig til individuelle værker, så det bør ikke anvendes til dem, der skal deformere et stort antal elementer. I dette tilfælde kan det være mere rationelt at tænke på at skabe en rullebender.

Forår til bøjning
Alle herrer kender til denne metode. Dens essens er som følger: En særlig forår af firkantet snit af ståltråd er placeret inde i røret på det sted, hvor det er nødvendigt at opnå en bøjning. Fjederen vil fungere som en dorn, dens tværsnit skal være 1-2 millimeter mindre end det indre tværsnit. Ved hjælp af en blowtorch opvarmes stedet for den yderligere bøjning, anbringes på emnet med en passende bøjningsradius, og tryk ikke kraftigt, før den ønskede krumning opnås. Denne metode er ret simpel, men ved at bruge den under arbejdet anbefales det at overholde sikkerhedsforanstaltningerne omhyggeligt: arbejde i specielle handsker og brug tang.
Tips
Om intricacies af den varme metode
For at bøje røret korrekt på en varm måde, bør du bruge et fyldstof lavet af sand. Den ideelle løsning er mellemkornet sand - konstruktion eller flod. Hvis det ikke er muligt at bruge netop dette som en sidste udvej, vil materialet fra børns sandkasse, men tidligere rengjort for unødvendigt indhold, også være egnet. For at rense det fra unødvendige urenheder er det nødvendigt at sive gennem en sigte med huller på ca. 2 millimeter. Efter den første screening på sigten forbliver store ting - kviste og småsten. Deres tilstedeværelse i fyldstofet er yderst uønsket, fordi de ved opvarmning kan påvirke reliefen og danne en udbulning. Dernæst skal du sive det fremtidige fyldstof en anden gang gennem en fin sigte for at slippe af med for fint sand. Efter sigtning calcineres sandet.

Røret på det sted, hvor bøjningen vil forekomme, er annealed. Før du falder i søvn, skal fyldstofet tage sig af propperne, der ikke tillader ham at få nok søvn. Det anbefales at gøre dem ude af træ, så de passer tæt til væggene. I et af propperne er det nødvendigt at skære sporene, gennem hvilke varmluften skal komme ud. Sådanne åbninger er placeret på hver side, dvs. der bør være fire firkantede sektioner. Når du har installeret stikket uden huller gennem tragten, kan du begynde at fylde fyldstofet. På samme tid bør man slå en del for at forsegle sandet. Efter at have fået det andet stik, kan du markere bøjningen, fikseren og producere ensartet opvarmning. Hvis delen er svejset, skal sømmen være placeret uden for bøjningen for at undgå dens divergens. Farven på den klar til bøjning skal være rød-kirsebærfarve og fra røret - for at flyve fra skalaen.

Det anbefales at bøje metalprodukter fra den første opvarmning, ellers kan det føre til tab af styrke og brud på elementet. Hvis der efter afkøling er vanskelige at fjerne træpladerne, kan de sættes i brand, og efter brænding udhældes sand.
Om forkølelsen af den kolde metode
Finesserne af den kolde metode:
- Uden brug af specialværktøj og opvarmning i den kolde årstid kan bøjningsprocessen i høj grad lettes. Til dette, alternativt til sandmetoden, anvendes vand som fyldstof. Efter påfyldning og installation af stikkene er produktet udsat for frost i den tid, der er nødvendig for, at væsken fuldstændigt fryser. I lyset af de frosne vands fysiske egenskaber vil bøjning være lettere.
- For at undgå børsteskader og for at reducere de påførte kræfter foreslås det at anvende et profilrør med et snit lidt mere bøjet. Til dette bæres en større profil på kanterne af den mindre, hvilket øger skulderstyrken.
- Masters anbefales at gøre en prøvebøjning på en unødvendig del af produktet, hvilket vil give en ide om dens fysiske egenskaber og forhindre fejl i efterfølgende forsøg.
Sammenfattende ovenstående kan vi drage konklusioner om, hvor effektiv denne eller den pågældende metode vil være. Det er mere hensigtsmæssigt at henvende sig til fagfolk, der har udstyr specielt designet til dette formål for at opnå et bedre resultat og spare tid. Hvis arbejdet indebærer flere bøjninger af produkter, så hvorfor ikke tænke på at købe specielt udstyr, og måske også om at give bøjningstjenester til andre mennesker. I dette tilfælde kan du hurtigt betale for enheden.
Alternativt er der mulighed for at leje en rørbøjningsenhed til en bestemt tid. Hvis der i din by er en sådan mulighed, sparer du tid, og du bliver ikke nødt til at betale for dyre tjenester af virksomheder.
For information om, hvordan man bukker et rør uden rørbender til et baldakin, se følgende video.



















